

From Steel Base to Perfect Zinc Coating
Understanding GI means understanding the continuous hot‑dip galvanizing line. CNB works with mills that operate modern Sendzimir and non‑oxidizing furnace lines. The process: cold rolled full‑hard strip is cleaned, annealed in a reducing atmosphere, and dipped into a molten zinc bath (≈460°C). Air knives wipe excess zinc to achieve the target coating mass, followed by cooling, skin passing, tension leveling, and chromating.
Technical Deep‑Dive
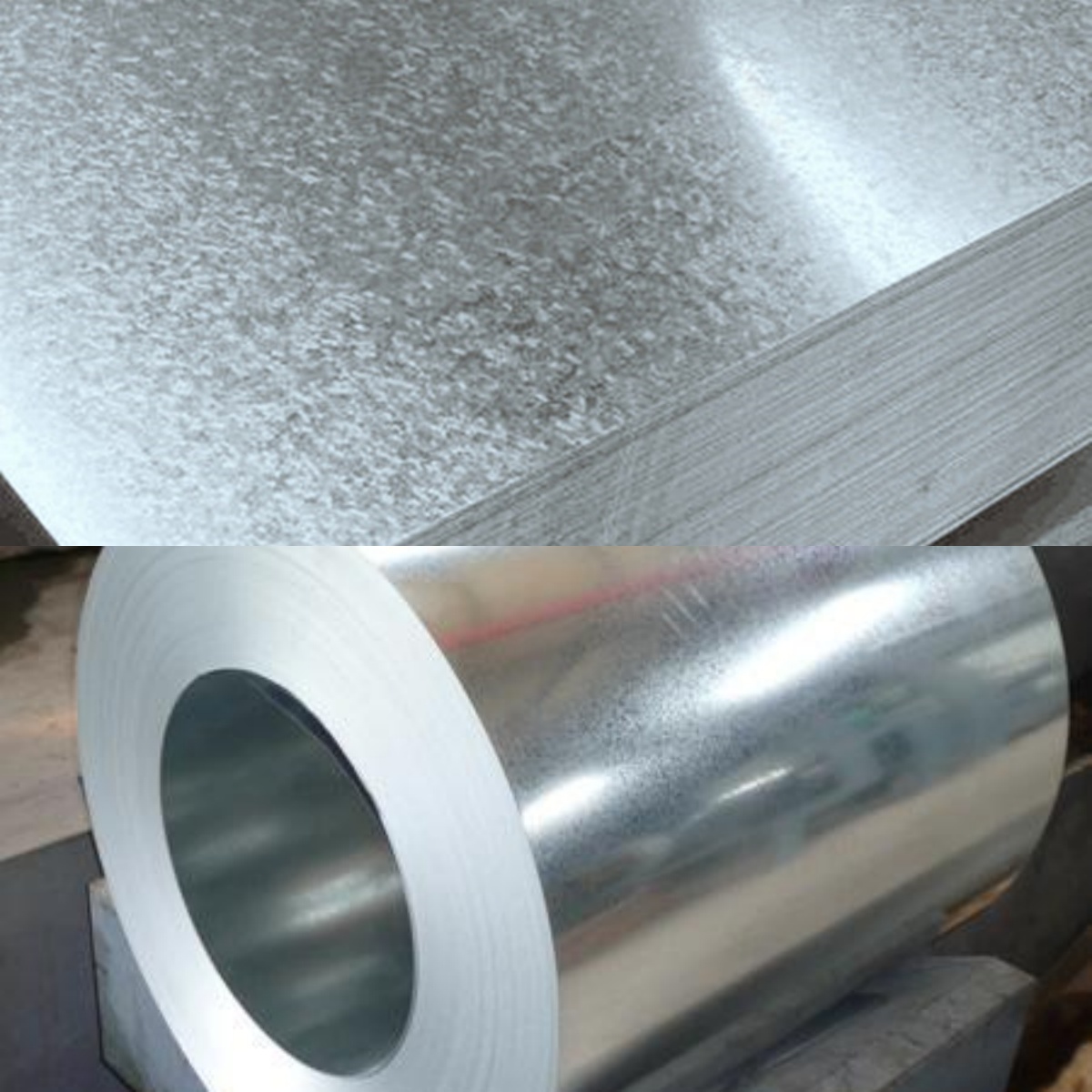
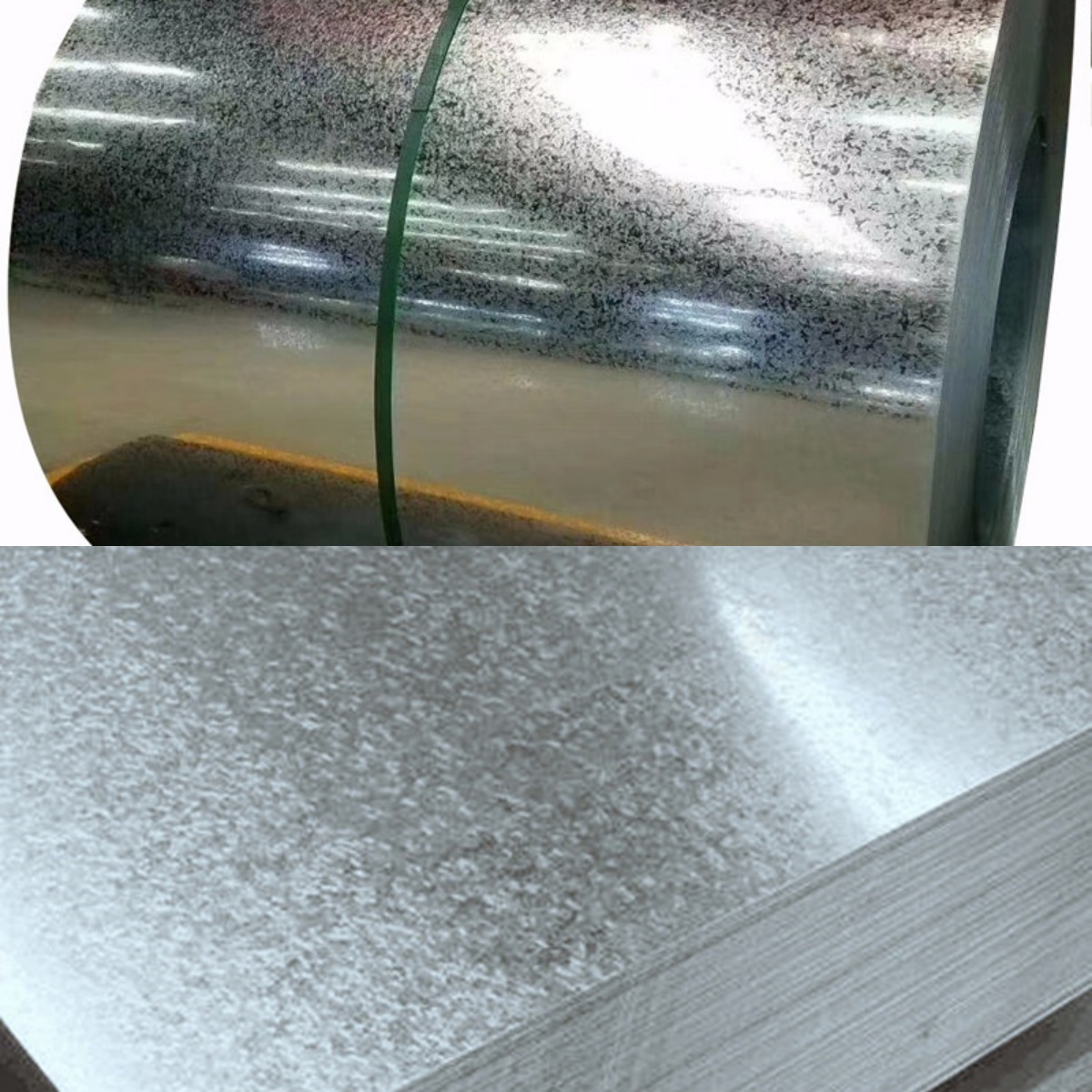
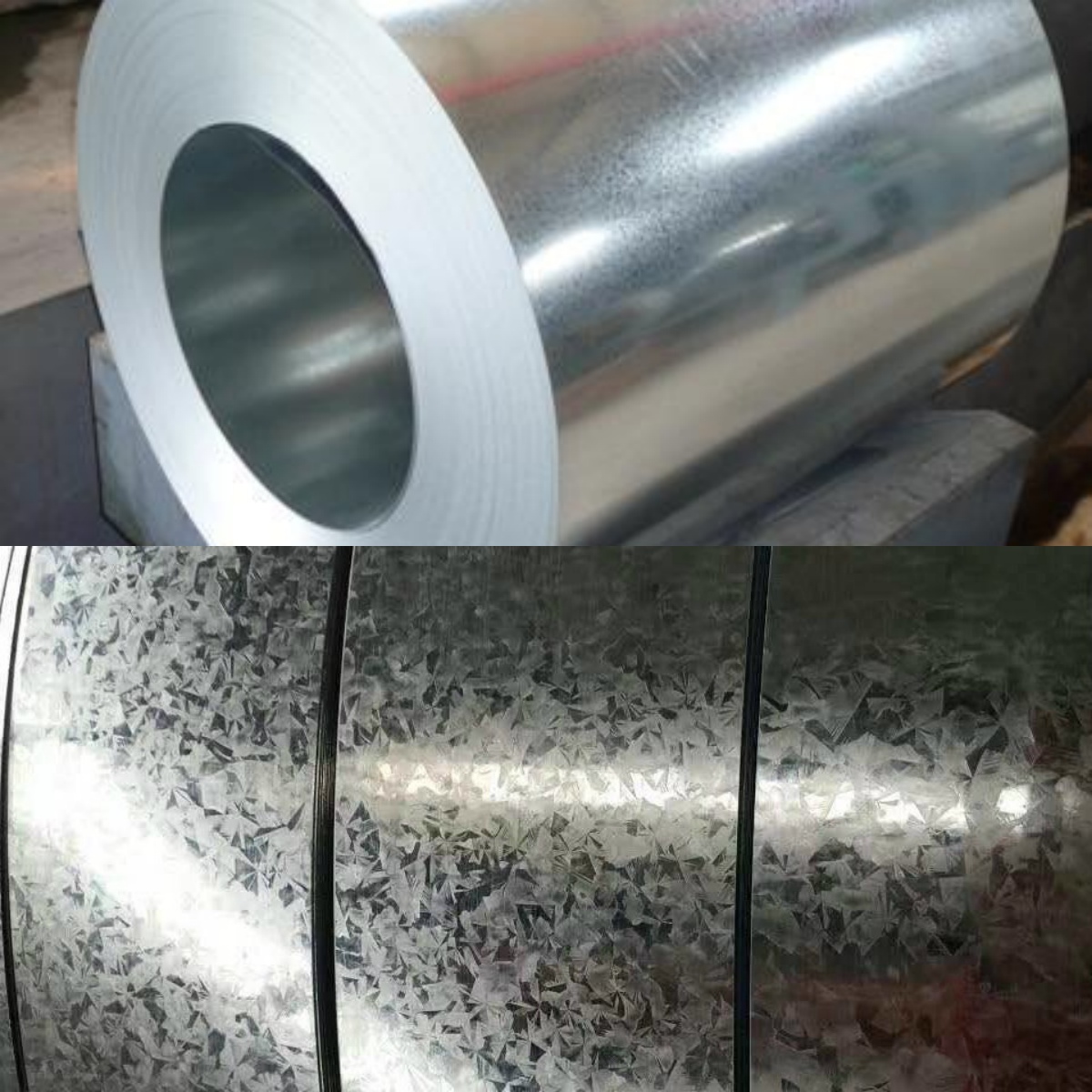
Spangle Formation: Regular spangle results from slow cooling of zinc crystal grains. Zero spangle is achieved by rapid cooling or adding alloying elements to the bath, creating a fine grain structure invisible to the naked eye.
Coating Adhesion: The annealing furnace creates a clean, oxide‑free surface enabling the formation of a Fe‑Zn intermetallic layer, which bonds the zinc to the steel. A proper intermetallic layer prevents peeling during bending.
Mechanical Properties: Skin passing (temper rolling) eliminates the yield point elongation, preventing stretcher strain marks (Lüders lines) during forming. This is critical for visible appliance panels.
Surface Treatment: Chromate passivation provides 48‑72 hours of temporary white rust resistance in humid transport. Chromium‑free passivation (RoHS) is also available.
Specifications
Zinc Bath Composition: Typically >99% Zn, with controlled Pb or Sb for spangle effect (if desired).
Coil ID: 508mm or 610mm available.